Posted on : 8/11/2009
Customer Name: Ghatge Patil Industries Ltd.,
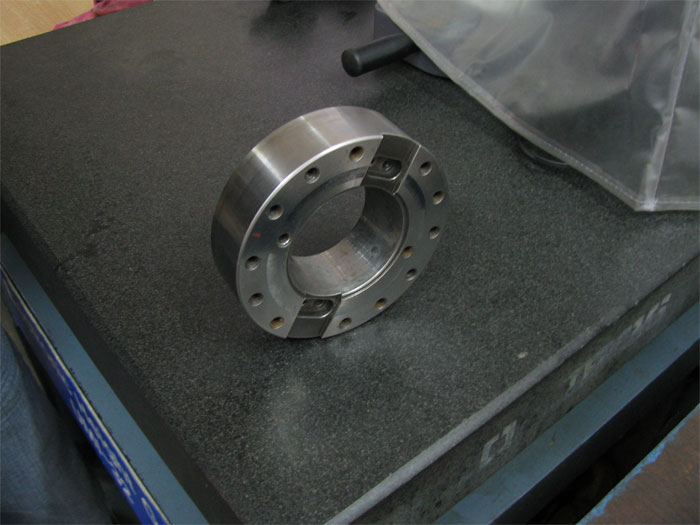
Task: Okuma Space Center MA 600 HB spindle taper was having hair cracks. By default it was recommended to change entire shaft. UPSPL was given task to rebuild spindle taper bore by bush fitment which was derived by UPSPL.
Steps: 1. We cut the front portion of spindle shaft as shown in figure 1. (This is similar to cancer operation of cutting faulty part). There was leftover taper portion in the bore which we converted to cylindrical bore.
2. We prepared flange bush with BT 50 tapr bore. The bush went through entire process of soft machining as turning and generating tennan slotstapped holes, hardening to 55 HRc, finish grinding of OD to suit cylindical bore in the shaft and rough taper grinding.
3. We fitted bush in to spindle by keeping good amount of interference.
4. Ground BT 5o taper wrt bearing diamater and achieved bore run out 0.002 mm and run out on mandrel: 0.008 mm